


 Истинно также говорю вам, что если двое из вас согласятся на земле просить о всяком деле, то, чего бы ни попросили, будет им от Отца Моего Небесного, ибо, где двое или трое собраны во имя Мое, там Я посреди них.
Истинно также говорю вам, что если двое из вас согласятся на земле просить о всяком деле, то, чего бы ни попросили, будет им от Отца Моего Небесного, ибо, где двое или трое собраны во имя Мое, там Я посреди них.
(От Матфея 18:20)
Братья и сестры! Просим с сегодняшнего дня усиленных молитв ОБ ОТЛИВКЕ НАШЕГО 700 КГ ПРАЗДНИЧНОГО КОЛОКОЛА.
Рождение колокола — это великое таинство! Отливка колокола всегда начиналась с испрошения благословения Божия. Звучание этого колокола - «молитва в звуке» о святых Царственных страстотерпцах, которым посвящен строящийся храм.
Информация о колоколе
Колокол отдан в работу 11 ноября 2016 года. Изготовитель - Московский колокольный завод "ЛИТЭКС". Предыдущие два колокола весом 150 кг и 270 кг, отлиты на этом же предприятии. Ожидаемая дата поставки колокола 17 февраля 2017 года.
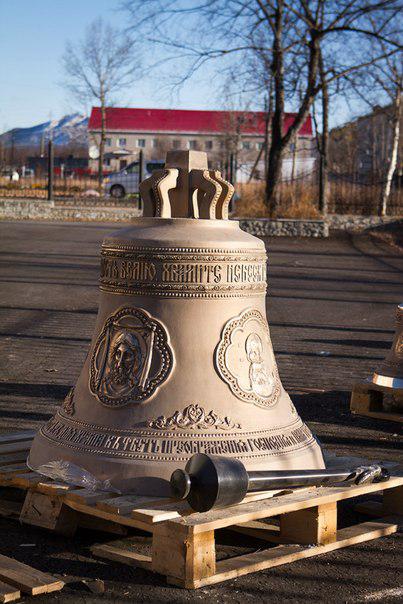
Праздничный колокол относится к группе благовестников баритонов. Вес 43 пуда или 700 кг. Высота – 1060 мм, диаметр – 990 мм. Основной тон Си b.
На верхнем поясе колокола молитва, которую читает звонарь во время совершения благовеста: «ГОСПОДИ, ИИСУСЕ ХРИСТЕ, СЫНЕ БОЖИЙ, ПОМИЛУЙ МЯ ГРЕШНОГО!».
На тулове колокола иконы: Иисус Христос Спас Нерукотворный, Царственные страстотерпцы, Свт. Иоанн Тобольский.
Колокол отливается «ВО ЗДРАВИЕ БЛАГОДЕТЕЛЕЙ И О УПОКОЕНИИ УСОПШИХ ПЕТРОВЫХ ГЕОРГИЯ, АЛЕКСАНДРА, ФЕВРОНИИ, АЛЕКСАНДРА».
На нижнем поясе надпись: «ВО СЛАВУ БОЖИЮ СЛИТ СЕЙ КОЛОКОЛ ЛЕТА 2017 ОТ Р.Х. В ЧЕСТЬ ОСВЯЩЕНИЯ ХРАМА ВО ИМЯ СВЯТОГО СТРАСТОТЕРПЦА ЦАРЯ НИКОЛАЯ ГРАДА НОВОСИБИРСКА И КО 100-ЛЕТИЮ РАССТРЕЛА ЦАРСКОЙ СЕМЬИ».
Технология литья колоколов
Звучание колокола, его основной тон и тембровая окраска зависят в первую очередь от профиля, определяющего строение его внутренней и внешней поверхности. Колокола «ЛИТЭКС» построены на основе профилей московских мастеров XVII-XIX вв.

Другим важным фактором, влияющим на звучание колокола, является состав металла, из которого он изготовлен. Благодаря вековым поискам мастеров было найдено оптимальное соотношение меди и олова в колокольной бронзе, при котором не страдали ни звучание, не прочностные характеристики колокола.

Изготовление колокола начинается с проектирования его профиля и экспериментальной отливки. Заливке колокола предшествуют подготовительные операции: художественное оформление модели, изготовление керамической формы и стержня.

Подготовительной операцией является отливка из воска рельефных изображений – узоров, орнаментов, выбранных заказчиком икон и тестовых надписей. Для их изготовления используются свечные огарки и воск.

Затем производится обнарядка рельефами модели колокола, которая точно повторяет его внешнюю поверхность. То, что создано в воске, в последующем будет воспроизведено в металле. Поэтому, работа на участке художественного оформления требует особой аккуратности и специальных навыков.

Наряженная модель колокола отправляется на участок формовки, где она накрывается специальным металлическим кожухом - опокой. Пространство между моделью и опокой заполняется жидкой керамической формовочной смесью, основой которой является пылевидный кварц. Когда смесь застывает, металлический кожух снимается, после чего происходит размыкание керамической формы и модели колокола.

Керамическая форма подвергается прокалке и обжигу для укрепления её прочности и выплавки воска в отпечатанных полостях. Модель колокола очищается от остатков воска для последующей обнарядки.
.JPG)
Одновременно на стержневом участке происходит изготовление так называемого стержня – элемента, в точности повторяющего внутренний объём колокола. После того, как стержень готов, происходит его смыкание с керамической формой.

Пространство между стержнем и керамической формой является будущим колоколом. Когда оснастка готова к заливке, производится подготовка расплава металла. Производятся точный расчёт шихты (соотношение металлов для приготовления расплава), загрузка металла в печь, его разогрев и плавка при температуре около 1200 градусов по Цельсию. Завод «ЛИТЭКС» использует металлы высокой степени чистоты: медь не ниже марки М1 и олово марки О1пч.

Расплавленный металл заливается в форму, после чего происходит его остывание. В зависимости от размеров изготавливаемого колокола, процесс остывания может занять разное время, от нескольких часов до нескольких суток.

Когда металл остывает, отливка колокола извлекается из заливочной формы и очищается от остатков формовочной смеси. После этого производится чистовая обработка (прочеканка) внешней поверхности колокола. Финальными производственными операциями являются полировка и патинирование колокола. Каждый изготовленный колокол проходит акустический контроль и контроль качества литья, после чего специалистами завода производится тщательный подбор колоколов по звучанию в наборы.